Reduce sink marks, depressions on molded parts, by considering part design, material selection, molding conditions, mold design, mold filling, and post-molding operations. Optimize part geometry, wall thickness, polymer properties, molding processes, cooling systems, injection parameters, and finishing techniques. Employ CAD, CAE, and mold making techniques to ensure accuracy and quality. Implement proper mold venting, cooling, flow control, resin packing, and temperature control to minimize air entrapment and material shrinkage. Utilize annealing or stress relieving to reduce internal stresses and improve part quality. By adopting a holistic approach, manufacturers can effectively reduce sink marks, enhance part aesthetics, and maintain product performance.
Sink Marks in Plastic Molding: Causes and Prevention
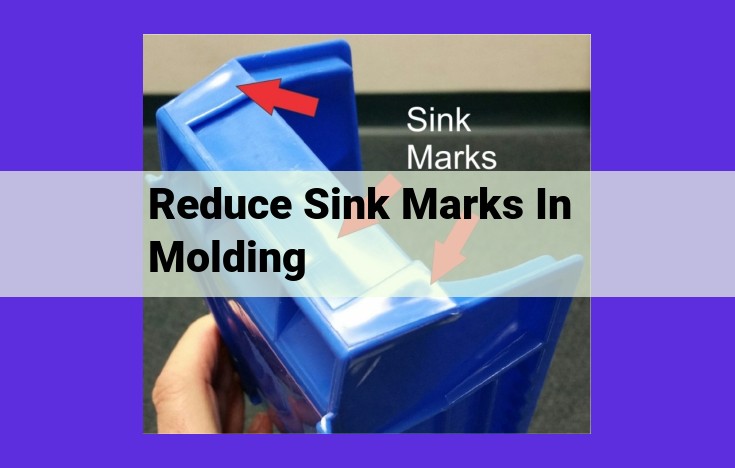
When it comes to plastic molding, sink marks are an unsightly blemish that can compromise the aesthetics and structural integrity of your products. But what exactly are sink marks, and why are they so prevalent in molding processes?
Simply put, sink marks are indentations that appear on the surface of a molded plastic part. They are caused by a contraction in the material as it cools and solidifies. This contraction can occur for several reasons, including:
- Insufficient material volume: When the mold is not filled with enough plastic, the material shrinks away from the mold walls as it cools, creating a void that forms a sink mark.
- Rapid cooling: If the plastic is cooled too quickly, the outer layer solidifies before the inner layer has a chance to shrink fully. This creates a tensile stress that can cause the surface to cave in, resulting in a sink mark.
- Improper venting: Air trapped in the mold during the injection process can expand and create bubbles as the plastic solidifies. These bubbles can later collapse, leaving behind sink marks.
Minimizing sink marks is crucial for ensuring the quality and appearance of your molded plastic products. Not only do they detract from the aesthetic appeal, but they can also weaken the part and compromise its structural integrity. Therefore, understanding the causes and implementing effective preventive measures is essential for successful plastic molding operations.
Part Design: A Crucial Aspect in Minimizing Sink Marks
When it comes to injection molding, sink marks can be a major headache. These unsightly surface depressions occur when the plastic material shrinks during cooling, creating a void within the part. To eliminate sink marks, it’s imperative to address them at the design stage.
The geometry of your part plays a significant role in sink mark formation. Sharp corners, thin walls, and ribs are particularly vulnerable to these defects. By rounding out corners and increasing wall thickness, you can reduce the likelihood of sink marks. Avoid abrupt changes in thickness, as these create stress points that can lead to sink formation.
Computer-aided design (CAD) and computer-aided engineering (CAE) tools are invaluable for optimizing part design. These software programs allow you to simulate the molding process and identify potential sink mark areas. By tweaking the design before production begins, you can minimize the risk of these defects.
In addition to the technical aspects of part design, consider the product’s intended use and assembly. If possible, design the part to minimize areas that will be subject to high stress or heat. This will reduce the likelihood of sink marks developing over time.
Material Selection and Molding Conditions
The Significance of Material Properties
The type of polymer material used in injection molding significantly impacts sink mark formation. Polymers with a high shrinkage rate, such as polystyrene or polyethylene, are more prone to sink marks. Conversely, polymers with lower shrinkage rates, like polypropylene or polycarbonate, exhibit reduced sink mark tendency.
Appropriate Molding Process Selection
The choice of molding process is crucial in minimizing sink formation. Injection molding is a widely used process that involves injecting molten plastic into a mold cavity. The injection pressure, mold temperature, and cycle time influence the occurrence of sink marks.
Optimizing Molding Conditions
Temperature: Higher mold temperatures allow the plastic to flow more easily and pack the mold cavity better, reducing the risk of sink marks. However, excessive temperatures can lead to thermal degradation of the material.
Pressure: Optimizing injection pressure ensures that the mold is adequately filled without creating excessive stress on the part. Insufficient pressure may lead to voids and sink marks, while excessive pressure can cause flash or warpage.
Cycle Time: An appropriate cycle time gives the plastic enough time to cool and solidify before being ejected from the mold. Short cycle times can result in incomplete crystallization, making the part more susceptible to sink marks.
By carefully considering material properties and optimizing molding conditions, manufacturers can significantly reduce the occurrence and severity of sink marks in injection-molded parts.
Mold Design and Construction: Crafting Precision to Combat Sink Marks
When it comes to combating sink marks in molding, the mold itself plays a pivotal role. The design and construction of the mold determine its ability to effectively cool, vent, and maintain precision.
Designing with Precision: Ventilation and Cooling Systems
To prevent sink marks, it’s crucial to incorporate proper ventilation and cooling systems into the mold design. Venting allows trapped air to escape during the filling stage, while cooling channels regulate the mold’s temperature, ensuring even cooling throughout the molding cycle.
Mastering the Art of Mold Making: Accuracy and Quality
Mold making techniques have a direct impact on the mold’s accuracy and quality. Precise construction ensures that the mold conforms to the desired part geometry, minimizing the potential for sink marks due to uneven cooling or material shrinkage. Skilled craftsmen use advanced techniques like CNC machining and EDM (Electrical Discharge Machining) to achieve the highest levels of precision.
Maintaining Mold Integrity: Regular Check-ups and Maintenance
Even the best-designed and constructed molds require regular maintenance to maintain their effectiveness. Scheduled inspections and cleaning are essential to ensure proper functionality of ventilation and cooling systems. By addressing potential issues early on, you minimize the likelihood of mold degradation and the associated risk of sink marks.
Mold Filling and Packing: A Symphony of Precision to Minimize Sink Marks
In the intricate realm of molding, mold filling and packing play a pivotal role in determining the impeccable quality of your final product. As molten plastic flows into the mold cavity, a delicate dance ensues between the material and the mold’s geometry. This dance can have a profound impact on the dreaded enemy of molded parts: sink marks.
The Role of Injection Molding
Injection molding, the maestro of this symphony, precisely fills the mold cavity with molten plastic under high pressure. Like a conductor guiding an orchestra, the injection molding machine controls the flow of molten plastic, ensuring that it reaches every nook and cranny of the mold. By minimizing air entrapment, the injection molding process lays the foundation for a part free from imperfections.
Fine-tuning Resin Flow and Packing Pressure
Like a conductor adjusting the volume of each instrument, the molding process carefully controls resin flow and packing pressure. By carefully orchestrating these parameters, molders can ensure that the molten plastic fills the mold cavity completely, leaving no room for voids or sink marks to develop.
The Dance of Mold Temperature
Temperature, the silent partner in this symphony, also plays a crucial role. By optimizing mold temperature, molders can control the cooling rate of the plastic, influencing its flow behavior and ultimately reducing sink mark formation. Just as a dancer’s movements can be affected by the temperature of the stage, so too can the flow of molten plastic be influenced by the temperature of the mold.
Post-Molding Operations: The Final Steps in Minimizing Sink Marks
Once the molding process is complete, the journey to eliminate sink marks continues with post-molding operations. These steps are crucial in ensuring the final product meets quality standards and has minimal imperfections.
Finishing Techniques
- Annealing: This process involves heating the molded part to a specific temperature and then slowly cooling it. Annealing reduces residual stresses and improves material toughness, minimizing the chances of sink mark formation.
- Stress Relieving: Similar to annealing, stress relieving involves applying heat to the part to release internal stresses. This helps prevent distortion and maintains the part’s shape, reducing the likelihood of future sink marks.
Assembly Processes
Assembly processes can have an impact on sink mark formation, particularly if the parts are not properly aligned or if excessive force is used. It’s essential to:
- Ensure precise alignment of components during assembly
- Use appropriate assembly methods that minimize stress on molded parts
- Avoid overtightening fasteners, as this can create pressure points and lead to sink marks
Testing and Quality Assurance
Thorough testing and quality assurance measures are key in identifying and addressing any remaining sink marks or potential issues. This includes:
- Visual inspection of the molded parts for any surface imperfections
- Dimensional measurements to ensure parts meet specifications and are free of distortions
- Functional testing to evaluate the performance of assembled parts and identify any potential issues
By implementing these post-molding operations and maintaining high standards of quality control, manufacturers can significantly reduce the occurrence of sink marks and ensure their products meet customer expectations.